There are applications and situations where the MFDC resistance welding is the best choice available. Although there are significantly higher initial prices, the overall cost of using MFDC over single and three-phase SCR control may actually be significantly lower.
There are applications and situations where the MFDC resistance welding is the best choice available. Although there are significantly higher initial prices, the overall cost of using MFDC over single and three-phase SCR control may actually be significantly lower.
For plants that cannot purchase more electrical power, the MFDC approach may allow you to do more projects with less energy.
The MFDC load appears to have unity power factor, which would then reduce penalties assessed by the power company.
The MFDC load is evenly distributed across all three phases. The bank of capacitors that are found on the MFDC system allow for current to be drawn from the bank as well as from the line thus reducing peak line currents.
The energy reserve of the capacitor banks will smooth out line notches and line spikes even while welding is taking place.
The MFDC utilizes IGBTs for switching. These are turned on and off at the rate of 400 to 2000 times per second. By controlling both the turn on and turn off, the MFDC can determine the current to control. Conventional controls utilize SCRs for switching. These are turned on by the weld control but then remain conducting until the line voltage crosses the zero point during the base frequency line cycle. Because of this, conventional single phase controls must use a predictive algorithm rather than a deterministic approach. Also, if an under or over compensation occurs on one of the cycles, the conventional AC control will have to wait until the next period of the base frequency whereas the MFDC need only wait a fraction (1/20th nominal) of that time.
DC systems of the SCR type have a rise time prior to its steady state. Since the MFDC is so responsive, it is possible to create full phase firing during the natural rise time to lessen that period of time.
The MFDC eliminates undesired inter-cycle cooling periods that exist in AC resistance welding processes. Welding therefore can occur faster which would then reduce heat waste and the problems associated to eliminating that waste. Low Inductive Loses in Secondary Circuit: Due to DC current, the inductive losses in secondary circuit because of the magnetic metal content in between secondary circuit are minimized giving accurate control on welding current.
lmproved short circuit currents up to 30 KA are useful for welding materials like Brass, Copper, and Aluminum.
As the welding periods are in milliseconds and inter cycle non activity is avoided, thus cycle time of weld is reduced resulting in higher productivity.
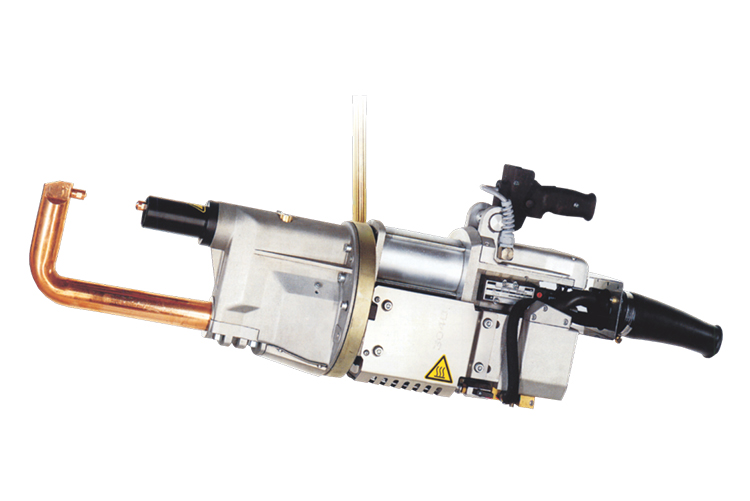
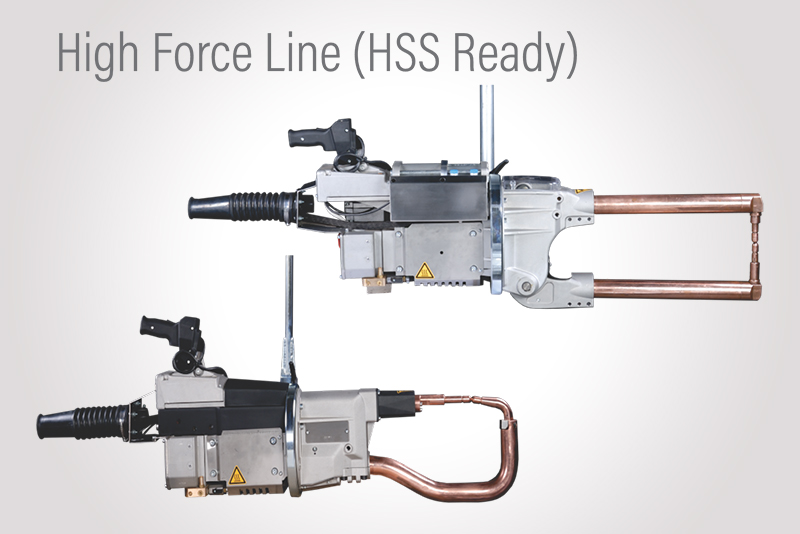
This increases the maneuverability of the machine resulting in reduced fatigue to the operator.
|
Item
|
|
3062
|
3066
|
3176
|
3177
|
3183
|
3184
|
||
|---|---|---|---|---|---|---|---|---|---|
|
Power KVA at 50%
|
KVA
|
56
|
90
|
56
|
56
|
90
|
90
|
||
|
Type
|
C
|
C
|
X
|
X
|
X
|
X
|
X
|
||
|
Gap Min.
|
mm
|
|
|
205
|
265
|
219
|
312
|
||
|
Gap Max.
|
mm
|
|
|
205
|
265
|
219
|
312
|
||
|
Force DaN 6 bar
|
DaN
|
375
|
465
|
340
|
340
|
645
|
645
|
||
|
Force DaN 8 bar
|
DaN
|
500
|
620
|
450
|
450
|
855
|
855
|
||
|
Cylinder bore
|
DIA
|
90
|
100
|
100
|
100
|
140
|
140
|
||
|
Short Circuit current
|
KA
|
25
|
30
|
25
|
25
|
30
|
30
|
||
|
Arms taper
|
|||||||||
|
N.I.mm
|
mm
|
44
|
49
|
44
|
44
|
49
|
49
|
||
|
I.mm
|
mm
|
42
|
47
|
42
|
42
|
47
|
47
|
||
|
Net weight
|
Kg
|
53
|
63
|
55
|
55.5
|
75
|
76
|
||


|
Item
|
Nominal Power at 20% (kVA)
|
Nominal Power at 50% (kVA)
|
Sort circuit current (kA)
|
Max electrode Force at 6 bar 150mm arms (daN)
|
Net Weight (kg)
|
|---|---|---|---|---|---|
|
3230
|
80
|
50
|
19
|
380
|
33
|
|
3233
|
80
|
50
|
19
|
300
|
29
|
This mode is also called ADAPTIVE. In fact, it is able to detect possible abnormal conditions like impurities on sheets, incorrect overlapping, electrodes wear etc., and to dynamically change and compensate parameters during the welding process and try achieving always the same final welding results. This “real time” compensation is carried out by extending or shortening the welding time up to a maximum limit set by the operator. The control unit also compensates the welding current, in this case for avoiding the projection and the expulsion of molten material.

9.30 Am - 6:00 Pm
© 2025 Created By blMedias
09:00 Am - 11:00 Pm
© 2024 Created with Royal Elementor Addons
